




准连续光纤激光器焊接稳定性效果分析及简单介绍
2023-09-16 10:42:34
准连续光纤激光器焊接稳定性效果分析及简单介绍
激光焊接领域,目前我们使用最多的是脉冲激光器、连续激光器、准连续激光器,这3大类激光器的特点主要是:
1.脉冲激光器基于YAG激光器原理,单脉冲能量高,耗电大,需要定期更换氙灯等耗材,必须配备冷水机,但是,此类激光器是个非常成熟的激光器,单机成本相对较低,也是目前金属焊接类使用最广的一款激光器;因为基于YAG激光器原理,整体行业内受制于技术条件的限制,目前无法将激光器功率做到非常大,常规的一般在500瓦功率范围之内,国内最高的也就是1000瓦的激光功率;电光转换效率不高(13%左右);
我们可以这样理解:脉冲激光器相当于用锤子往墙上砸图钉,需要一锤一锤砸下去,每砸一下就是一个脉冲,当然,当锤子很重的时候,我们就拿不动了,也就是达到了激光器的极限。

上图为——脉冲激光器焊缝
2.连续激光器基于YLP光纤激光器原理,因为可以连续不停的恒定功率出光(当激光器出光点足够快和多的时候,就连成了一条线),输出激光器的能量是恒定的,激光器的稳定性非常好,光斑模式也非常好,电光转换效率也非常高(30%左右),而基于光纤激光器的原理,行业内有单模激光器和多模激光器的区分,单模激光器的光束质量非常好,因为是一束光的模式,可以把激光搞到足够细,非常适合精细加工领域的应用,而多模激光器就是几个单模光纤激光器的合成,光束质量没有单模激光器的好,但是,可以把激光器的功率做到足够大,理论上多模激光器可以做到足够大,非常适合现在的厚板焊接;此类激光器因为拥有足够的稳定性和极高的电光转换效率,一般价格相对较高,且非常耐用,从长久的经济效益来看的话,具有极高的性价比,目前在非常难焊接的领域(例如铝板焊接)应用非常广泛。
我们可以这样理解:连续激光器相当于往墙上按图钉,需要持续不停的往下按,因为这个图钉非常锋利,再加上用手按压或者机器按压,理论上只要图钉不断,我们就可以施加足够多的力把图钉按压下去。

上图为——连续激光器焊缝
3.准连续激光器(我们行业内称之为QCW激光器)是基于YLP光纤激光器和YAG激光器的双重原理,就是在连续激光器内部加载一个调制电路的开关(Q开关),输出的功率就是连续状态的峰值功率,这类激光器我们往往用在非常规应用的状态下及兼顾要求非常高性价比的状态下,例如在某个不需要很大功率的状态下的高峰值焊接和打标。这类激光器的电光转换效率也非常高(30%),所采用的基层YLP光纤激光器一般都是单模连续激光器,这样才能对激光器进行较好的电路控制,是一款我们近几年需要重点关注和了解的一款重量级激光器,可以在连续激光器的模式下工作,也可以在脉冲激光器的模式下工作,在脉冲模式下的峰值功率是在连续模式下的10倍,可以完美的替代传统的脉冲激光器,基于此类激光器免维护的特点和良好的光束质量和连续峰值功率,未来可能完全替代脉冲激光器而一统天下。
再加一点:QCW准连续激光器在激光打标或者激光打点领域也有非常大的应用!
我们可以这样理解:QCW准连续激光器相当于用一个相对力量的锤子以固定的力度往墙上砸图钉,因为这个图钉也很锋利,所以,很容易砸到墙上。
基于如上的原因,我们本次将重点参考QCW准连续激光器的焊斑均匀度,实验如下:
(1)、1500瓦激光器;
(2)、振镜焊接模式;
(3)、旁轴辅助气体;
(4)、峰值功率参数(300瓦、600瓦、900瓦、1200瓦、1500瓦)5组;
(5)、点焊不锈钢材料;
以下数据来源于某激光器厂家数据,我们重点了解一下激光器功率稳定性和光斑均匀度:
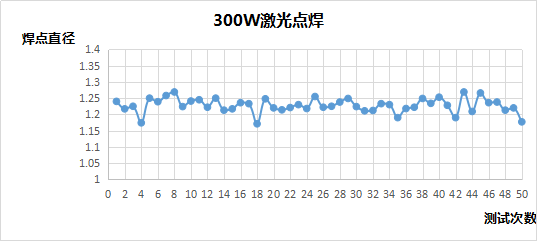
(1)、焊点尺寸1.1-1.3mm,平均焊点尺寸1.22mm,焊点波动9.8%;
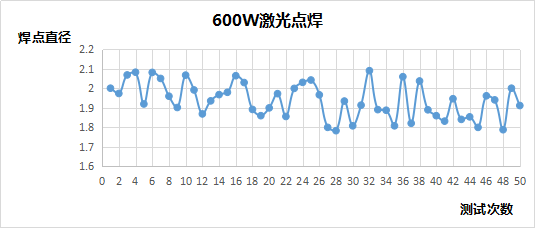
(2)、焊点尺寸1.79-2.1mm,平均焊点尺寸1.94mm,焊点波动8.2%;
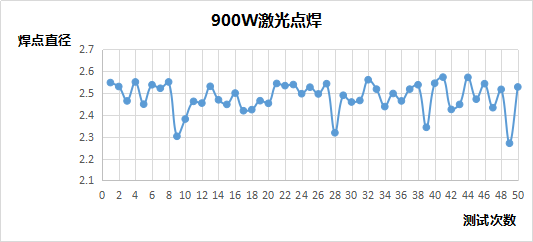
(3)、焊点尺寸2.3-2.57mm,平均焊点尺寸2.48mm,焊点波动7.2%;
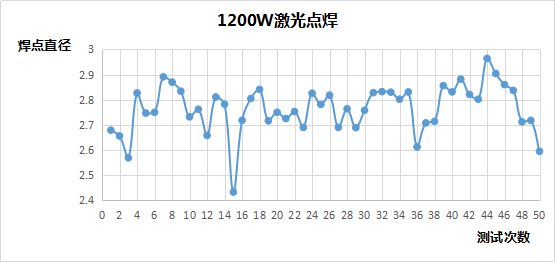
(4)、焊点尺寸2.43—2.97mm,平均焊点尺寸2.76mm,焊点波动7.6%;
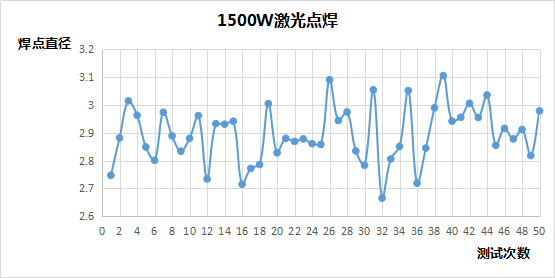
(5)、焊点尺寸2.67—3.12mm,平均焊点尺寸2.89mm,焊点波动7.2%;
根据以上,我们可以清晰的看出,激光峰值功率在1500瓦范围之内,焊点波动范围全部控制在8%范围之内,能量集中且稳定,焊点均匀。
所以,目前我们所知的QCW准连续激光器的主要优点就是:
(1)、激光器寿命长(各厂家均称理论值10万小时),我们拭目以待,用时间去验证;
(2)、光束质量好,能量稳定性高;
(3)、结构简单小巧,方便集成;
(4)、风冷方式、耗电量小。
有何疑问,欢迎咨询洽谈!
李先生,电话/微信:18737156698